Table des matières
Machines à Bois UTIS
ZI, F-67640 FEGERSHEIM
Tél. : 88.64.23.21 - Fax : 88.64.92.04
N° TVA FR 24 678 502 006
MISE EN PLACE, ENTRETIEN, RÉGLAGE DES RABOTEUSES UTIS R5O, R60, R70, R80.
Expédition
Les expéditions sont, sauf stipulation contraire, faites départ usine, emballage métropolitain (parties non peintes protégées par un anti rouille et machine fixée sur deux madriers) Il est conseillé d'examiner la machine soigneusement, de vérifier si tous Les accessoires mentionnés sur le bulletin de livraison sont la et faire les réserves nécessaires chez le transporteur pour un manque ou une avarie quelconque. (Confirmer en recommandé dans Les 24 heures au transporteur en cas de manquent ou d'avarie).
Mise en place
Le déchargement du camion peut se faire, soit par un élévateur à fourches (prise sous bâti entre madriers) ou par grue avec élingues (prise sous La able) caler La table avec un madrier sous l'arbre à Lames et les rouleaux. Poser La machine sur un socle bien de niveau, un morceau de feutre ou de caoutchouc sous chaque coin, améliorera la stabilité et absorbera les vibrations.
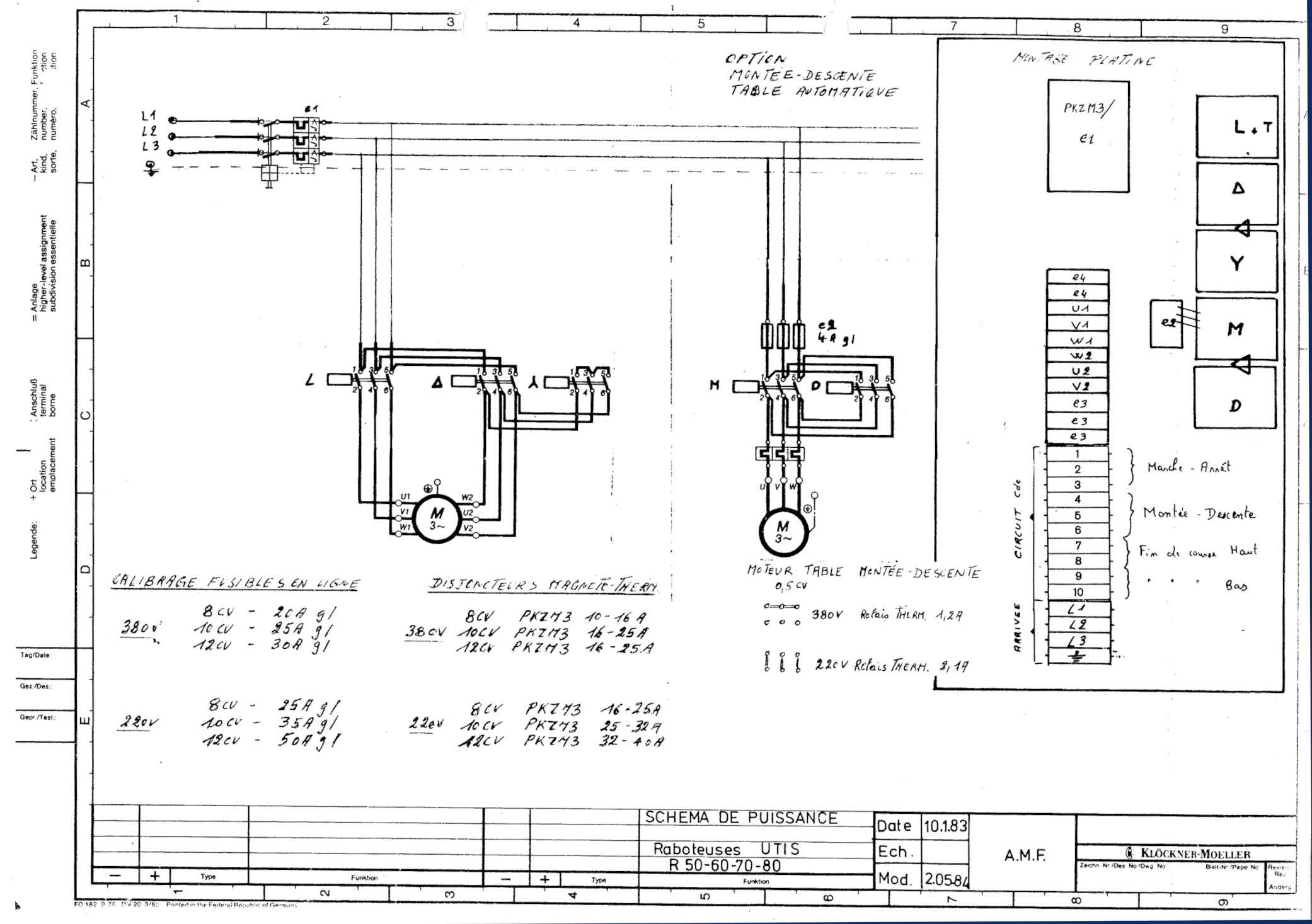
Branchement électrique
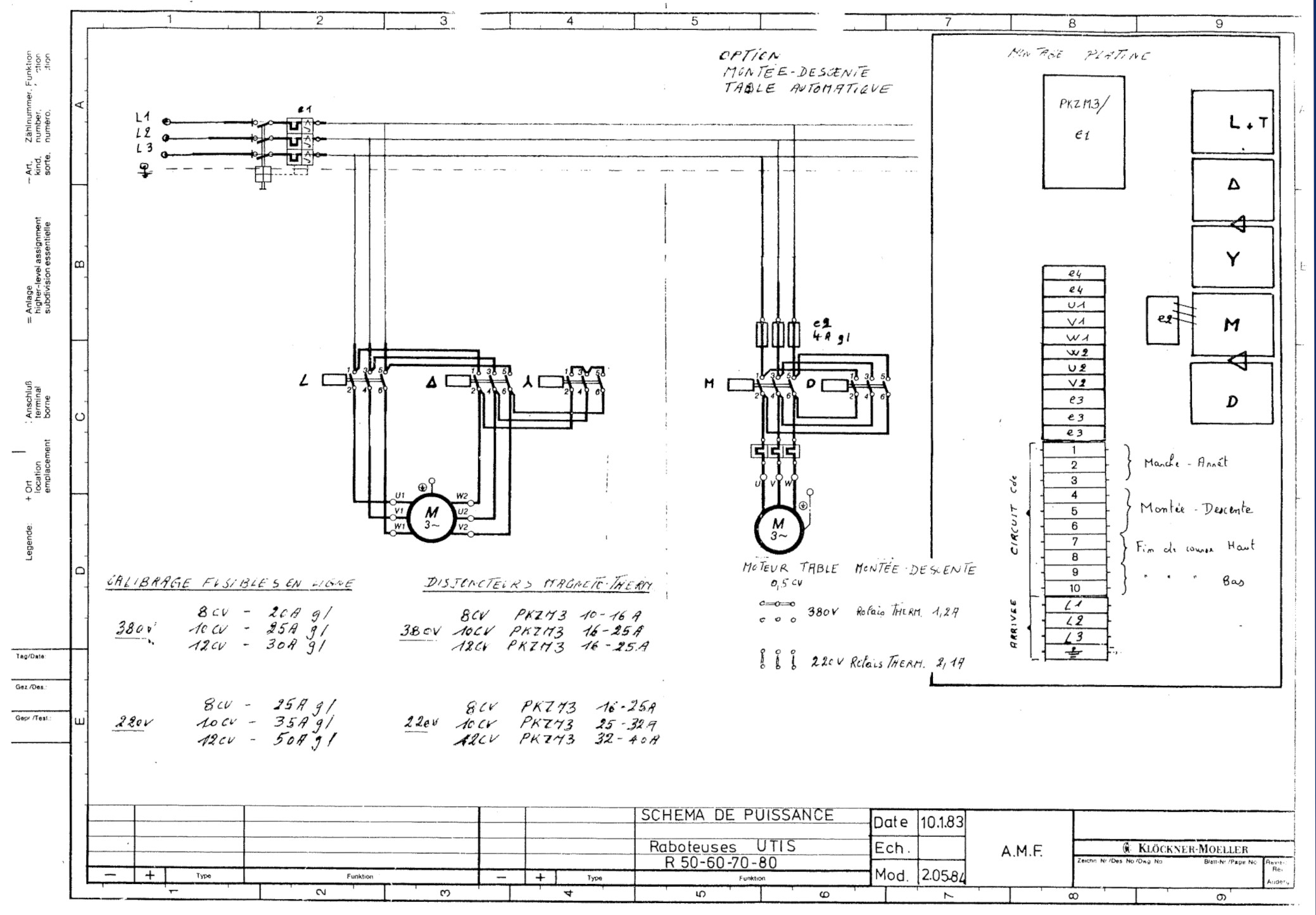
Le raccordement se fait directement à la platine dans la niche du disjoncteur. Un presse-étoupe est prévu pour le passage du câble. Vérifier la tension de votre réseau et celle de la machine. Calibrer les fusibles au départ du tableau suivant les valeurs du schéma ci-joint. Contrôler le réglage du disjoncteur, l'ampérage doit être identique à celui frappé sur le moteur. Vérifier le sens de rotation.
Mise en route
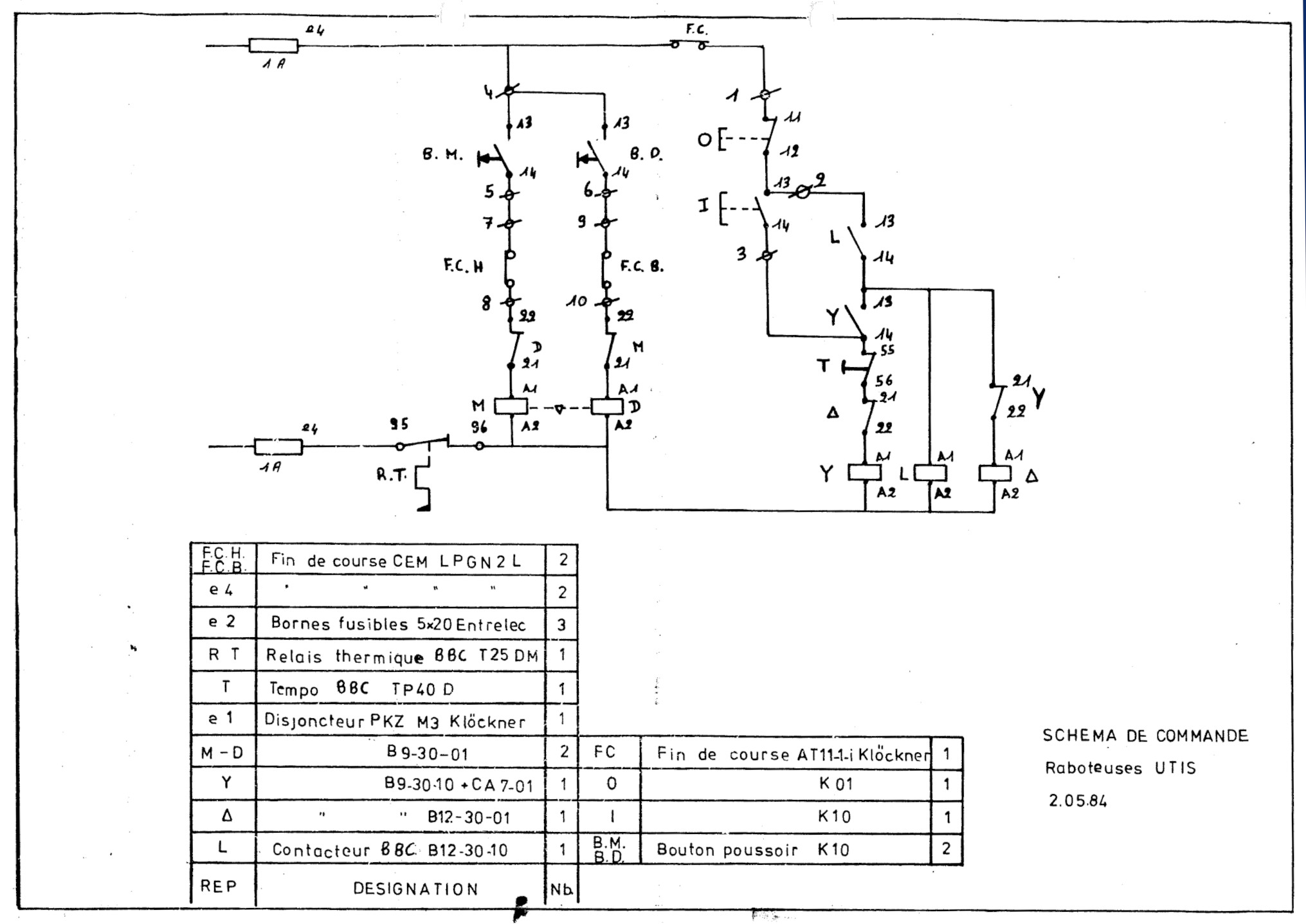
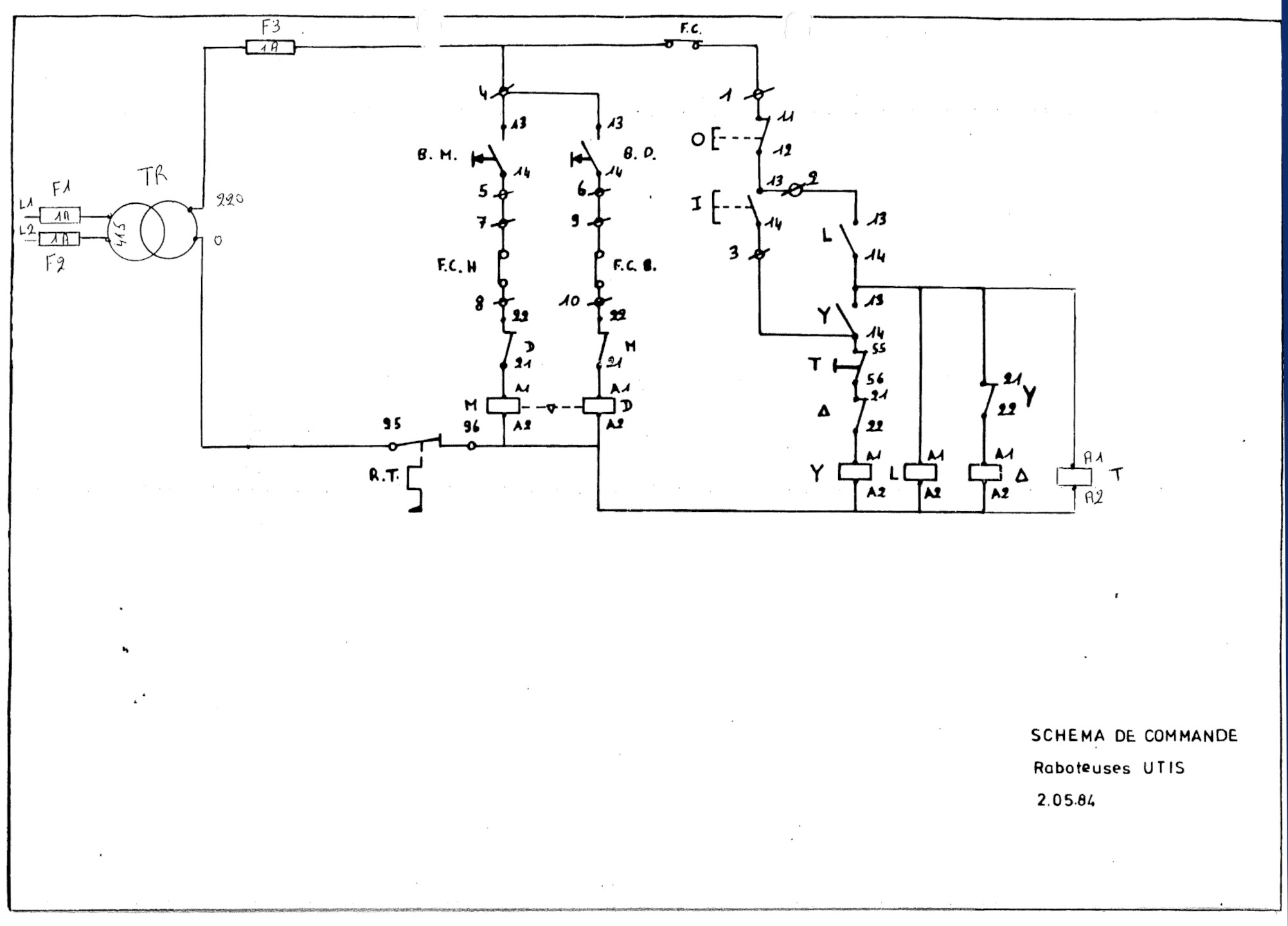
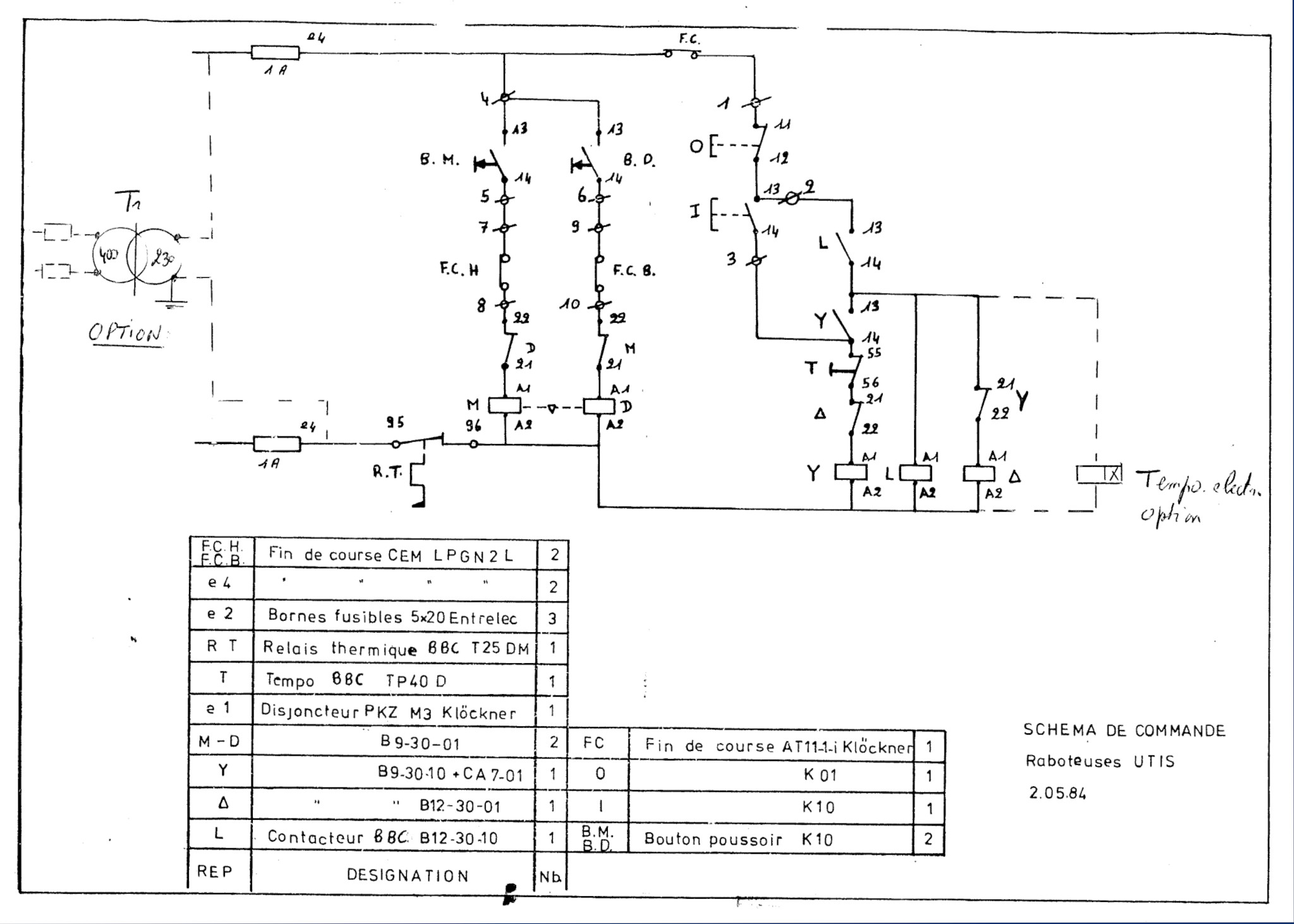
Nettoyer les parties graissées à l'essence ou au gazole. Enduire La table d'un produit de glissement pour éviter la rouille. Vérifier qu'aucun corps étranger ne se trouve dans Le système d’entraînement et sous les rouleaux. Enclencher le disjoncteur principal. Mettre en route le moteur principal par Le bouton marche situé sur la droite de La machine. Vérifier le passage de la position étoile en position triangle au bout de quelques secondes, enclencher une des vitesses d'avance, suivant la plaque signalétique. Débrayage en marche avec le grand Levier on ayant soin de placer correctement le levier de verrouillage.
Machine avec montée et descente électrique : vérifier le bon fonctionnement des fin de course en position haute et basse.
Réglages
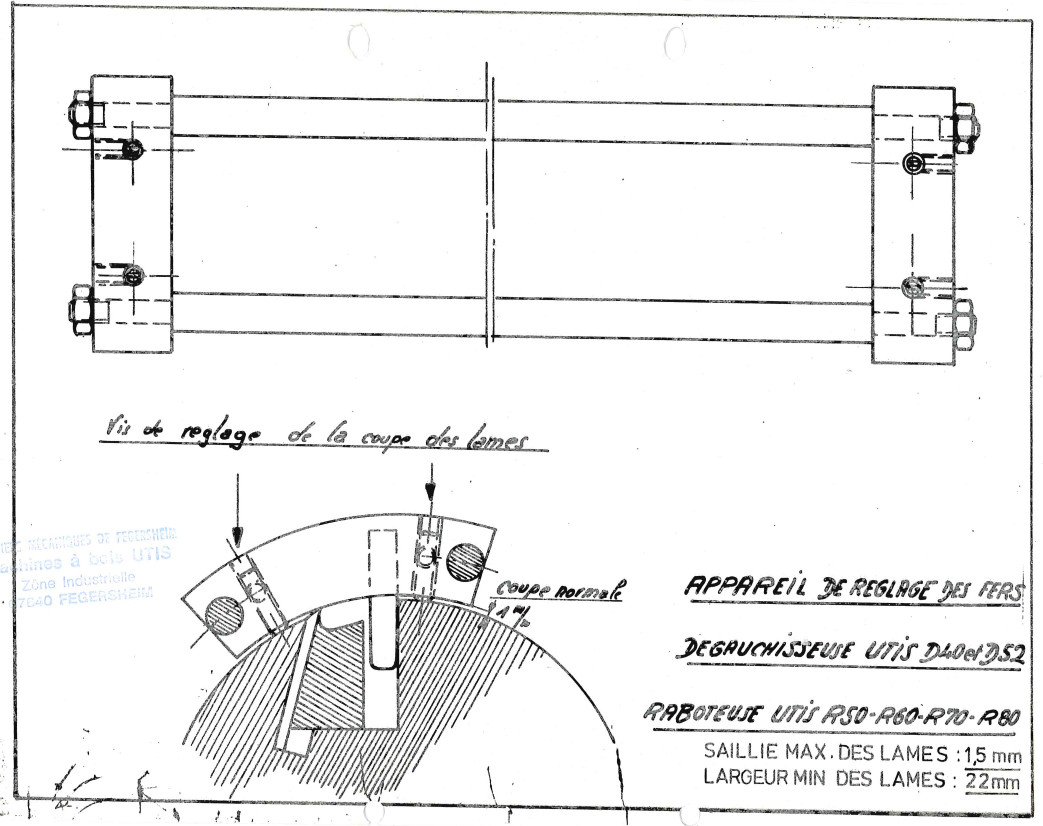
- Lors du ré-affûtage des lames, il est recommandé de ne pas intervertir l'ordre des contre-fers. Après affûtage introduire à fond la lame et bloquer légèrement deux vis, poser l'appareil et dé-serrer les deux vis, les deux ressorts plaqueront la lame contre l'appareil et donnent un réglage précis, serrer les lames de l'intérieur vers l’extérieur. Sortir de temps en temps, les contre-fers pour nettoyer la lumière et pour graisser les vis. Serrer avec une clé normale sans rallonge. La saillie des fers est de 1mm, largeur minimum de £a Lame 18 mm (Voir notice sur appareil de réglage)
- Réglage de l’entraînement
Si l’entraînement est insuffisant ou si le rabotage n'est pas correct, vérifier les différents points dans l'ordre suivant :* Les machines sans rouleau dans La table doivent avoir une table parfaitement propre et enduite d'un produit glissant.
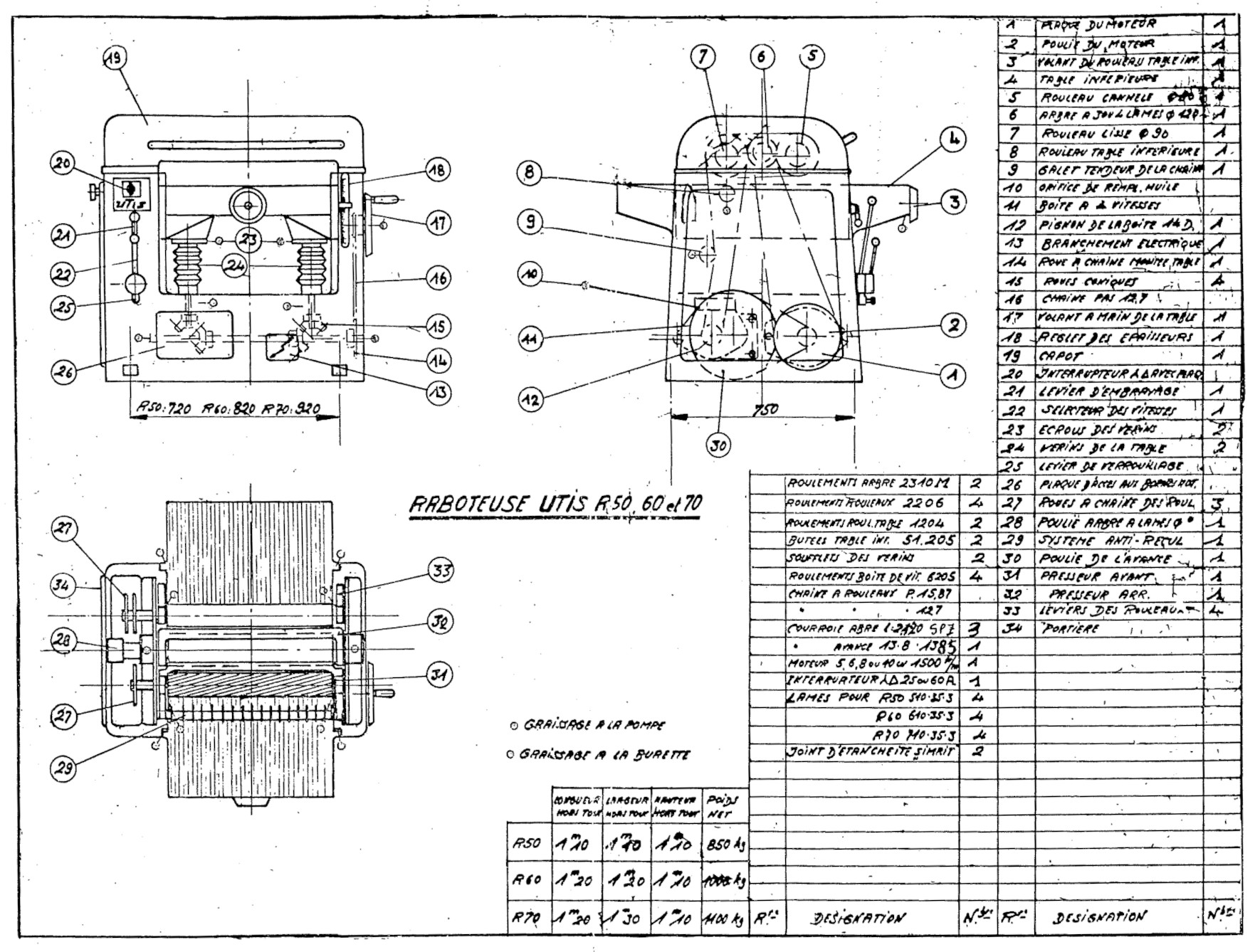
* Les machines ayant un rouleau dans la table, celui-ci doit être réglé de façon à être entraîné au passage du bois, mais sans faire de saillie. Le réglage des rouleaux d’entraînement supérieurs se fait à l'aide d'une planche dont la face inférieure est bien dégauchie, prendre un copeau pour égaliser et faire passer cette planche une deuxième fois dans la machine sans dérégler la table. Le rouleau cannelé, le rouleau lisse ainsi que les deux presseurs en fonte doivent alors se lever d'environ 0.2 m/m à 0,5m/m.
* Le réglage des rouleaux se trouve sous les biellettes de suspension (clé de 26 sur plat). Le réglage des presseurs se fait à l'aide d'une clé de 13 et d'une clé six pans. Avant le réglage, vérifier la tension des ressorts qui doit être très faible, mais régulière sur Les deux rouleaux, une tension excessive ne provoque qu'une introduction difficile du bois et un mauvais entraînement. Le travail sur chant exige une tension très faible pour éviter au bois de basculer.
- Réglage de la table
La table est montée sur deux lardons à l'avant de la machine, permettant le rattrapage de jeux. Serrer Les vis de façon à enlever Le jeu dans gêner la manœuvre du volant à main. Le parallélisme de la table par rapport à l'arbre à lames se règle à l'aide des pignons coniques dans le bâti. En desserrant un des pignons sur l'arbre horizontal et en dégageant on peut monter ou baisser La table du même coté en manœuvrant le vérin.
Entretien
Graisser l'ensemble des roulements avec une graisse de roulement type SKF LGLTZ, En service continu, un graissage tous les mois est largement suffisant. Un excès de graisse peut faire chauffer les roulements de l'arbre à lames, enlever le couvercle du roulement et dégager l’excédent. Huiler les principaux organes de manœuvre tous Les mois, graisser les vérins tous les 6 mois en dégageant les soufflets de protection. Compléter tous les 12 mois le niveau de la boite de vitesse en rajoutant la valeur d'un verre d'huile SAE 90 ou 110, l'excédent sortira sans risque par Le trop plein. Nettoyer les glissières et garnir d'un produit non collant.
Boite de vitesse
Le débrayage en marche se fait à l'aide du levier arrière; L’entraînement est débrayé quand le levier se trouver en position verticale. Le levier de verrouillage évite de retomber sur une autre vitesse, les différentes vitesses s'obtiennent en positionnant les Leviers suivant la plaque signalétique apposée sur la machine. Ne manœuvrer qu'en marche.
Rouleaux et presseurs sectionnés
Le rouleau n'exige aucun entretien, vu que les différents éléments sont montés sur bloc caoutchouc.
Pour le démontage des éléments, enlever le rouleau de £a machine, démonter les leviers avec les roulements à billes, enlever la bague d'arrêt d'un coté seulement et faire glisser les éléments pour les sortir. Au remontage talquer tous les éléments et le caoutchouc pour faciliter le glissement. Le presseur doit être nettoyé tous Les 8 jours. Avec un soufflet, débarrasser de copeaux et de poussières les logements des ressorts, Pour aider la souplesse des différents éléments, verser un peu de pétrole le long de l'axe d'articulation des éléments.
Arbres Tersa
Les machines équipées d'un arbre Tersa sont Livres sans appareil de réglage des fers et sans clé de service.
Pour remplacer Les Lames, procéder comme suit :
- Dévisser La poignée étoile et soulever le capot supérieur jusqu'à enclenchement du verrou
- Faire basculer le presseur arrière vers l'avant de la machine
- Nettoyer L'arbre à Lames (copeaux-résines)
- À l'aide d'un maillet ou d'une cale en bois, débloquer les lardons en Les chassant vers le centre de l'arbre
- Faire glisser le couteau latéralement vers le côté droit (vue de l'opérateur), le faire sortir par l'ouverture ronde dans le palier droit, retourner le couteau (2 coupes) ou prendre un couteau neuf et le réintroduire jusqu'à ce qu'il soit en butée côté gauche de l'arbre
- Procéder ainsi pour Les 4 couteaux
- Basculer Le presseur arrière vers Le bas
- Refermer le couvercle en le déverrouillant (verrou noir sur charnière droite à l'arrière de la machine) et revisser la poignée étoile
- Faire tourner : Les couteaux se bloquent automatiquement.
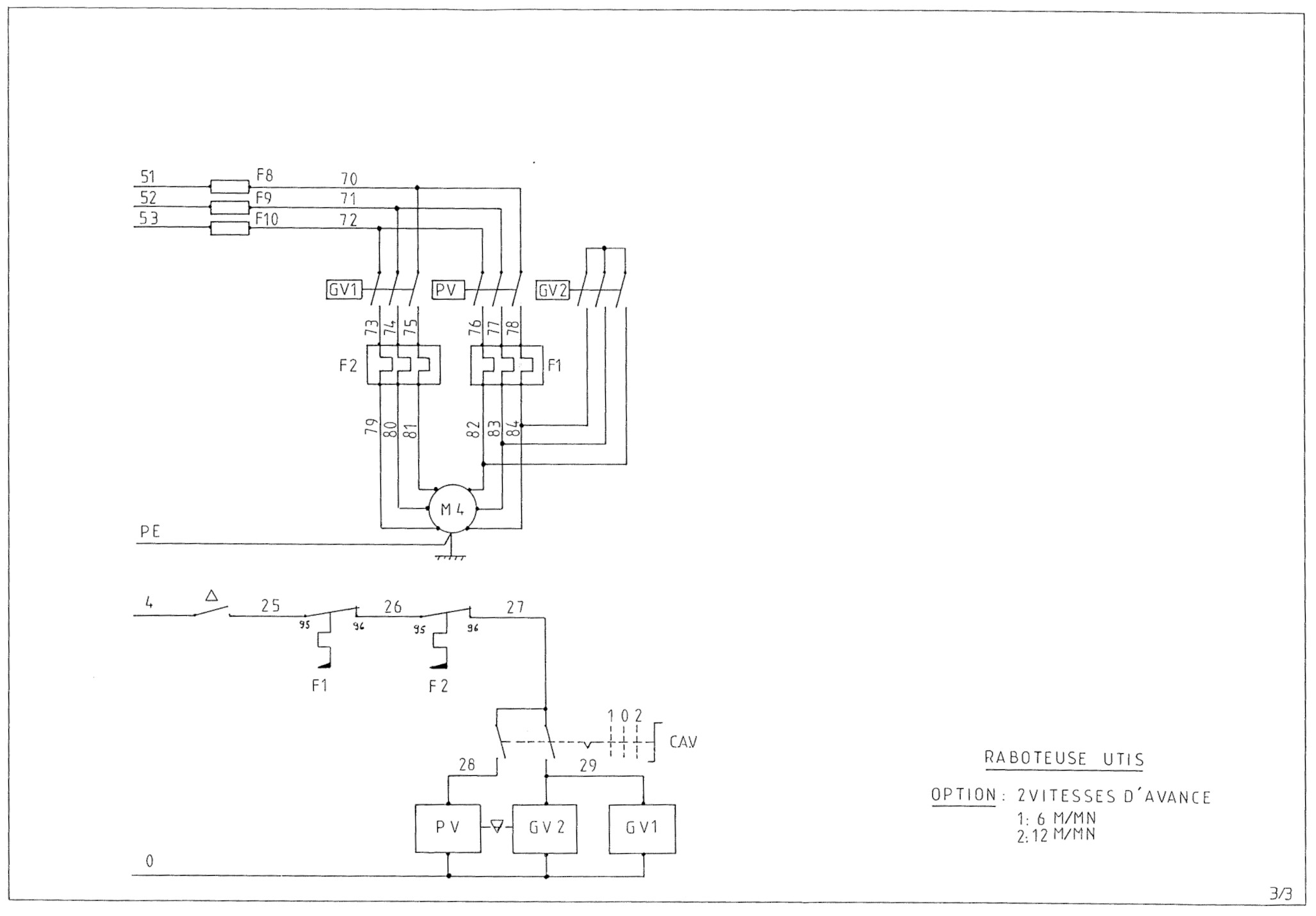
Variateur des avances
Sur demande, les machines peuvent être équipées d'un variateur des avances de 4 à 18 m/m, puissance 1,5 CV
Mise en route
- Faire démarrer le moteur principal
- Mettre en route le moteur des avances en déverrouillant le bouton d'arrêt avance, coté gauche de l'opérateur, le voyant lumineux s'allume (Diode électro-luminescente de faible intensité)
Le moteur des avances ne fonctionne pas si :
- Le moteur principal ne tourne pas
- Le moteur principal n'est pas en triangle (démarrage étoile triangle automatique, durée 5 à 10 secondes)
- Le bouton d'arrêt d'avance n'est pas déverrouillé
- Défaut autre : Voir notice variateur: état des Lampes.
Arrêt
L'arrêt des avances est obtenu soit par :
- Appui sur bouton arrêt avance (bouton à accrochage)
- Appui sur bouton arrêt urgence machine
Variation de La vitesse d'avance
À l'aide du potentiomètre (cote gauche opérateur) et de l'échelle graduée, choisir l'avance désirée (en m/m). Le réglage peut se être en marche ou à l'arrêt
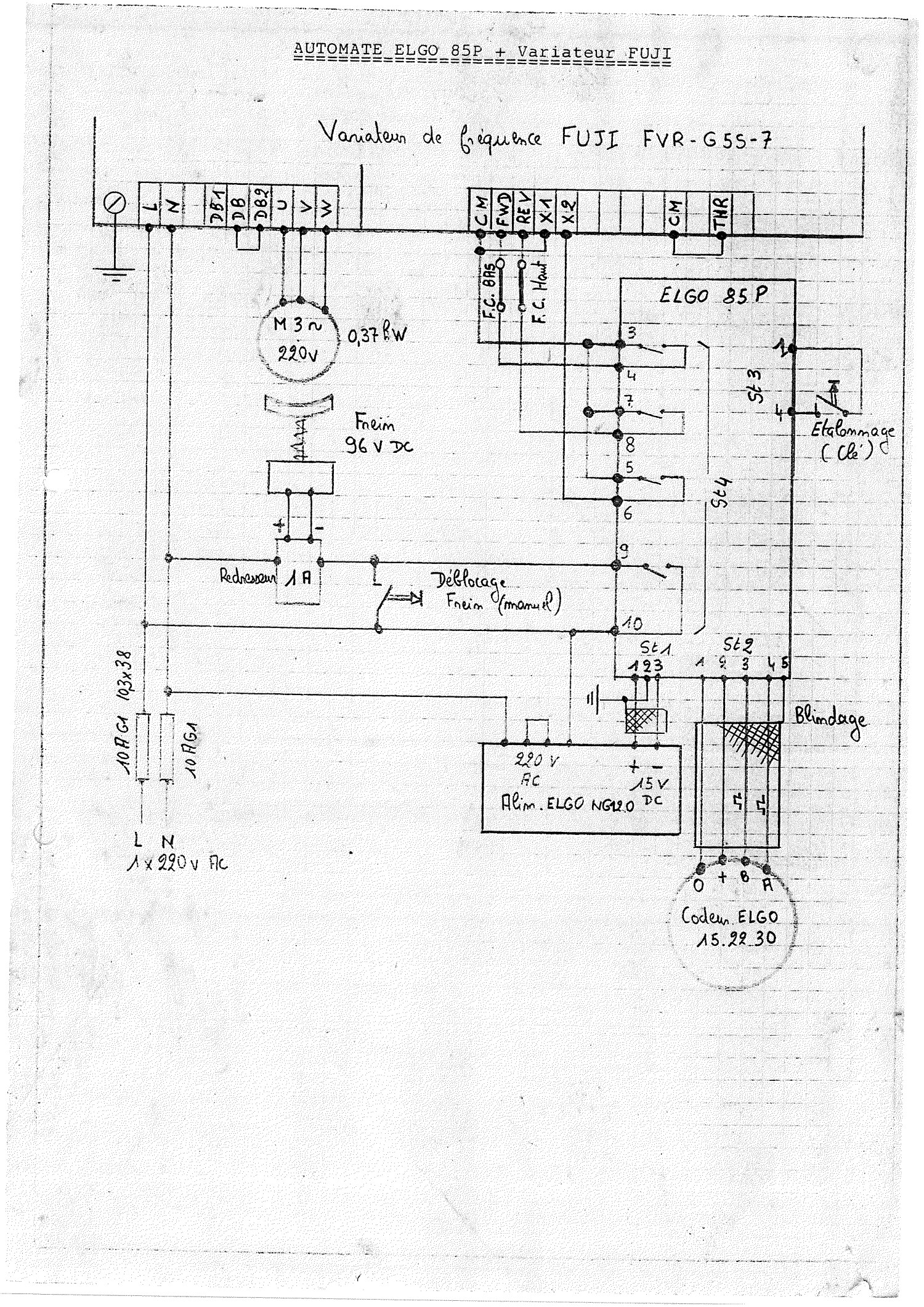
Programmateur de déplacement de table
Machine équipée d'un automatique de positionnement Lype ELGO 858
- À la mise sous tension de La machine, les deux fenêtres lumineuses s'éclairent sur l'automate
- Dans la fenêtre supérieur apparaît la position instantanée de la table, soit l'épaisseur finie de la pièce
- Si l'on désire changer d'épaisseur, procéder comme suit :
- Appuyer sur la touche “C” pour éffacer le contenu de la case d'affichage (fenêtre du bas)
- Taper à l'aide du clavier la nouvelle valeur ; par exp. 100.2 (mm) ne pas oublier le chiffre derrière la virgule. Cette valeur s'affiche au fur et à mesure dans la case affichage côte.
- Appuyer sur START. La table se positionne à la valeur demandée.
Remarque :
- Le mouvement peut être interrompu à tout moment en appuyant sur STOP
- N'introduire que les valeurs comprises entre 4 et 300mm
Si par erreur on introduit des valeurs inférieures à 4mm ou supérieures à 300mm, la table s'arrête sur un des deux fin de course de sécurité. Dans ce cas, faire STOP et ré-introduire une nouvelle valeur comprise entre 4 et 300mm
- Étalonnage L'automate est étalonné en usine
En cas d'intervention mécanique, de changement de lames ou d'erreur de sens de rotation à la mise en route , la position affichée peut être fausse.Pour réétalonner procéder comme suit :
- Raboter une pièce de bois
- Mesurer son épaisseur au pied à coulisse par exemple 50.5mm
- Appuyer sur “C” pour vider la case d'affichage à côte
- Taper la valeur mesurée au clavier
- Tourner la clé du bouton d'étalonnage d'un quart de tours vers la droite
- La valeur introduite est transférée dans la case “position instantanée”
- Retirer la clé
L'étalonnage est terminé.